探讨如何降低外圆磨床砂轮架主轴研伤问题
点击次数:4337 更新时间:2015-10-22
由于
外圆磨床砂轮架主轴长时间高速运行,用于密封静承液压油的骨架油封使主轴(与骨架油封接触部分)受到了研磨,研磨出几道深沟。这样一来,主轴在正常运转中液压油就会从主轴“受伤”处泄露出来,造成设备漏油、现场脏乱等现象。下面我们探讨如何降低外圆磨床砂轮架主轴研伤问题。
1、故障分析
外圆磨床设备使用频率高,使用时间长,若之前维修不当,一旦砂轮架主轴漏油就频繁更换密封静承的骨架油封,使与骨架油封接触部分的主轴受到严重研磨。现在即使更换骨架油封也不能有效制止主轴漏油问题,导致无法使用。
2、维修方案
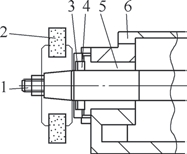
方案一:在装骨架油封位置的左端、主轴左端盖的内侧加25个垫片(见图1),使被油封研磨深沟的地方用垫片挡住或者错开,由于主轴左边端盖装配位置所限,垫片厚度不能太厚,但又要保证能把研磨深沟的位置避开,故计算设计制作25个特殊的垫片,如图2所示。由于空间有限,骨架油封外径稍大,可以稍加处理,使油封进入轴承套(φ160mm)左端的浅槽中。
图1砂轮架部分主轴装配示意
1.主轴2.砂轮3.新增垫片4.骨架油封
5.轴承6.壳体
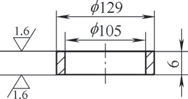
图2新增垫片
这样既能保证密封又能避免大量的维修作业,更能节约大笔的费用。但该方案虽然不错,但是不能从根本上解决问题:一旦主轴再次被研磨,由于空间过小,垫片不能无限制地增加厚度,该方案也就失去了意义。
方案二:拆卸砂轮架主轴,堆焊主轴研磨的深沟,堆焊后磨削;或者拆卸后喷镀。此次故障选用喷镀,喷镀后还要进行二次加工,磨削过程中对精度和同轴度公差的要求也相当严格,主轴修复完毕后即可安装恢复使用。该方案维修过程比较复杂,工期较长,但是恢复后砂轮主轴几何精度可以保证。此砂轮架主轴不同于1350外圆磨床。其砂轮架主轴是装在前后6460个滑动轴承中,每个轴承由3块扇形轴瓦组成,互成120°,各由一个球头螺钉支承。
在工作中发现因轴承间隙不当而影响磨削质量,可重新调整。而若外圆磨床中主轴是动、静承支承,不能机械式调整主轴间隙。砂轮架主轴轴承润滑采用薄膜反馈器PS,并且有单独油箱供砂轮主轴轴承润滑,它是由齿轮泵提供压力,压力控制器控制调节系统压力。当系统压力>1.4MPa时,电气发讯表示润滑系统正常,此时砂轮架主轴可以启动。拆卸主轴,装配恢复过程比较复杂,轴承套间隙以及薄膜反馈器确保正常,因为轴承间隙或大或小稍有不慎,就会造成轴承套“抱轴”,甚至会出现“升温发烧”的现象。因此该方案对维修人员技术技能要求相对较高,装配恢复过程中主轴轴承、主轴恢复和动静液压压差润滑等因素尤为关键。
3.维修效果
该种
外圆磨床主轴修复后使用正常,效果很好,工作时主轴不漏油,运转平稳,主轴径向和轴向跳动精度合格均在0.005mm以内。经过近几年的生产使用证明方案一zui为明显,不仅效果好而且维修快、过程简单,但是有其自身局限性。方案二的维修办法zui为保守,也zui为可靠,毕竟主轴的磨损部分得以恢复,但是此方案维修成本较大、维修周期较长。在维修过程中,需根据实际情况来判定采取哪种方案zui为合适。